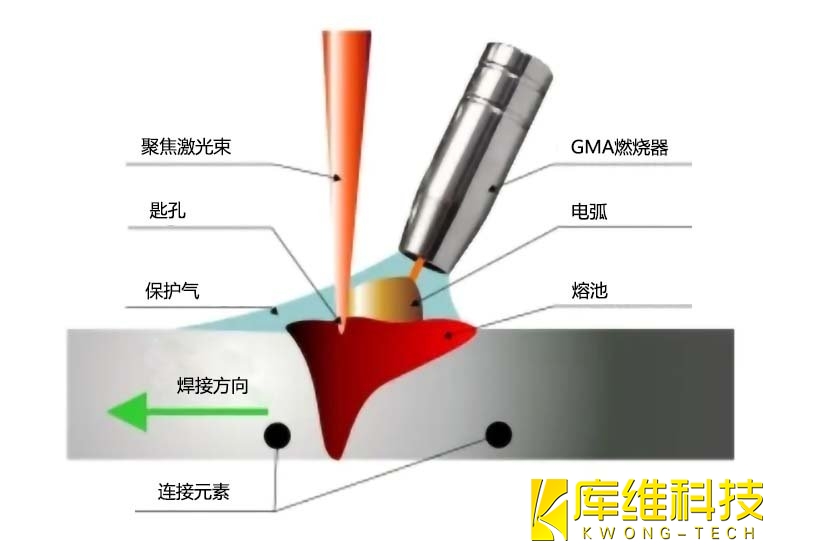
激光電弧復合焊(LAHW)作為一種先進(jìn)的焊接技術(shù)�,在工業(yè)制造領(lǐng)域���,特別是船舶制造行業(yè)中備受矚目�����。該技術(shù)融合了激光焊與電弧焊的優(yōu)勢����,能夠在提升焊接速度的同時(shí)����,維持甚至優(yōu)化焊接接頭的性能����。焊接速度作為 LAHW 的關(guān)鍵工藝參數之一�����,對焊縫成形���、焊接過(guò)程穩定性以及最終產(chǎn)品的機械性能起著(zhù)決定性作用����。有研究表明���,焊接速度的變化會(huì )直接影響焊接熱輸入與熔滴過(guò)渡模式��,進(jìn)而作用于焊縫的幾何形狀與微觀(guān)結構���。在高功率激光與高焊接速度的條件下�,焊接速度對焊縫成形的影響尤為突出��,其不僅與焊接生產(chǎn)效率息息相關(guān)�,還直接關(guān)乎焊接接頭的質(zhì)量與可靠性�。
一��、焊接速度對焊縫成形的影響
在激光電弧復合焊中���,焊接速度對焊縫成形有著(zhù)顯著(zhù)影響�����。隨著(zhù)焊接速度的提升��,焊縫的冷卻效果減弱��,母材的熱損失降低����,熱效率得以提高��,進(jìn)而影響焊縫的穿透深度�����、寬度以及焊縫余高��。焊縫穿透深度隨焊接速度的增加而減小����,焊縫寬度增大����,而焊縫余高逐漸降低���。較低的焊接速度會(huì )致使線(xiàn)能量升高���,高溫熔融金屬劇烈蒸發(fā)�,形成較大的焊縫余高����。隨著(zhù)焊接速度的提高���,熱影響區域(HAZ)面積減小��,減少了氧化物夾雜物的形成���,縮短了HAZ���,改善了焊縫的機械性能�����。同時(shí)���,焊接速度的增加還有助于降低材料的熱變形�。在保證焊縫質(zhì)量的前提下�����,提高焊接速度能夠提升焊縫的機械性能�,從而提高焊接生產(chǎn)率����。焊接速度是影響焊縫成形和焊接質(zhì)量的重要因素����,需根據實(shí)際工作條件進(jìn)行合理調整�����,以確保焊縫高度和寬度的一致性��。
二����、焊接速度對熔滴過(guò)渡的影響
當焊接速度較慢時(shí)�,會(huì )產(chǎn)生更大的熱輸入�,原因在于焊接速度減慢意味著(zhù)焊縫單位長(cháng)度上的熱能輸入時(shí)間增加���。較大的熱輸入會(huì )影響熔滴的形成��,在較慢的焊接速度下��,焊絲有更多的時(shí)間被加熱和熔化�,導致熔滴尺寸變大�����。焊接速度的增加會(huì )促使熔滴過(guò)渡頻率提升��。這是因為焊接速度增加時(shí)���,單位時(shí)間內通過(guò)焊縫的焊絲量減少�,因此每個(gè)熔滴需要更快地過(guò)渡以保持連續焊接����,從而增加了熔滴過(guò)渡的頻率��。
適當提高焊接速度會(huì )使熔滴過(guò)渡頻率增加��,熔滴體積減小��,并且熔滴更趨向于焊絲軸線(xiàn)��,從而改善焊縫表面質(zhì)量和動(dòng)態(tài)過(guò)程穩定性��。隨著(zhù)速度的提升��,熔滴的轉移模式由短路過(guò)渡轉變?yōu)樯淞鬟^(guò)渡����,這種轉變有助于減少焊接飛濺并提高焊縫的滲透深度�。在高焊接速度下���,熔滴與熔池的接觸時(shí)間縮短�����,減少了金屬蒸汽對熔滴過(guò)渡的阻礙作用�,使得電弧穩定性增強�����,焊縫成形更加均勻���。適當增加焊接速度對于優(yōu)化熔滴過(guò)渡行為����、提高焊接質(zhì)量和過(guò)程穩定性具有積極作用�。
三�����、焊接速度對缺陷的影響
在激光 - 電弧復合焊接中���,焊接速度對焊縫缺陷的影響十分顯著(zhù)��。研究表明����,焊接速度的變化會(huì )直接影響焊縫成形以及焊縫中的缺陷類(lèi)型��,如氣孔和底部駝峰�����。
當焊接速度較小時(shí)����,焊接熱輸入較大�����,導致熔池易塌陷���,這可能會(huì )引起焊縫成形不良并增加氣孔缺陷的風(fēng)險���。氣孔缺陷隨焊接速度的增加而減少���,這是因為焊接速度和匙孔穩定性與氣孔缺陷的形成密切相關(guān)�。過(guò)快的焊接速度會(huì )導致匙孔不穩定����,從而促進(jìn)氣孔的形成�。而隨著(zhù)焊接速度的增加會(huì )導致匙孔的傾斜角度增大���,匙孔后壁容易因匙孔的不穩定性而坍塌�����,增加了焊縫的氣孔率�。當焊接速度較大時(shí)�,由于激光能量密度不足�,激光小孔熔透不穩定��,焊縫底部易形成駝峰�����,這是激光-電弧復合焊接的主要缺陷之一�。底部駝峰不僅影響底部熔池的流動(dòng)�,還容易導致焊縫上表面塌陷����,嚴重影響焊接質(zhì)量��。
在激光電弧復合焊接中���,焊接速度是關(guān)鍵工藝參數之一����,對焊縫成形和接頭性能有著(zhù)顯著(zhù)影響��。當焊接速度過(guò)快時(shí)�����,激光能量密度不足����,導致激光小孔熔透不穩定����,焊縫底部易形成駝峰���,同時(shí)可能引起氣孔等缺陷���,降低焊縫的沖擊韌性���。相反�,焊接速度過(guò)慢時(shí)�,焊接熱輸入較大�����,熔池易塌陷�,同樣影響焊縫成形和接頭的力學(xué)性能���。所以選擇合適的焊接速度對于優(yōu)化焊接過(guò)程���、提高焊縫質(zhì)量至關(guān)重要�。工藝窗口的選擇需綜合考慮焊接速度�、激光功率��、電弧參數等因素�,以確保焊縫成形良好����、減少缺陷�,從而獲得理想的焊接接頭性能�。